







精密注塑成型是用控制精密螺桿的運動來間接控制模腔送料的速度和壓力,以確保成品的質量。產品質量不僅體現在外形尺寸上,同樣對制品的密度、應力,以及表面都有相應的要求。對于精密注塑機來說,位移控制無疑是最為重要的一部分,它直接影響塑料制品的質量,而由其表征的速度也關系著制品的內在品質和生產效率。比如在射膠時,用于控制射膠螺桿的位移來控制熔融物料的用量,以保證精密注塑計量準確;準確控制開鎖模是精密注塑的必要條件,若位置不夠準確,則可能產生不完全合模,不能完成注塑。此外,為了得到密度均勻,應力小的塑料制品,必須嚴格控制速度來滿足注塑工藝要求。如必須在熔融狀 態將物料快速充滿整個模腔,如果此時射膠速度變慢,充模時間長,制品容易產生冷接縫,密度不均,應力大等缺陷。但是,若是射膠速度過快,熔融物料容易在澆注口處形成不規則的流動,并造成空氣吸入和排氣不良等現象而直接影響制品的表面質量。因此,有效控制注射位置及其表征的速度對于精密注塑來說是非常重要的。
然而,對于傳統的注塑機來說,位移傳感器往往采用電子尺,其原理與電位器相似,其結構簡單,易于實現,故廣泛用于注塑機上。但直線位移傳感器的參考電壓將直接影響信號精度,在注塑加工現場,會有復雜的電磁和電壓波動干擾,對測量精度影響甚大;另一方面,對于大型注塑機,須配備的直線位移傳感器必定很長,有的長達2500mm,甚至更長。對于精密注塑機來說,位移控制精度要達到0.01~0.1mm, 這里以 1000mm 的尺子為例,對應電壓值為0.5mV, 這樣就提高了AD采樣分辨率的要求,增加了PCB 布線的難度,同時對電 源也提出了更高的要求。此外,傳統注塑機的位置尺還存在穩定性差、重復性差、易磨損、安裝復雜等問題。因此,將非接觸式的磁致伸縮位移傳感器應用于注塑機,可以實現大尺度范圍內的精密測量,同時該傳感器還配備有CAN,SSI 等數字接口,采用數字傳輸,最大程度上減少了精度在傳輸過程中的損失。
1 磁致伸縮測量原理
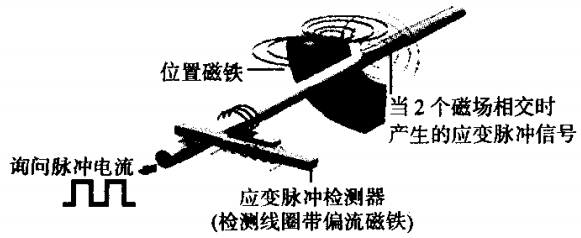
磁致伸縮技術原理見下圖,它利用2個不同的磁場相 交產生一個應變脈沖信號,然后,計算這個信號被探測所需。
要的時間周期,換算出準確的絕對位置。這2個磁場一個 來自傳感器外面的活動磁鐵,另一個來自傳感器頭部固有的電子部件產生的電流脈沖。當2個磁場相遇時,所產生的一個應變脈沖會以聲波的固定速度返回電子部件的感測線圈,通過測量電流脈沖從產生到感測到返回的應變脈沖所需的時間,再乘以聲波的速度,便能準確地計算出位置磁鐵的變動。利用此法所得的是絕對位置讀數,免除了放大器環節,因而不存在信號漂移或變值的情況,而且不需要定期重新標定。同時,非接觸式的測量消除了機械磨損的問題,保證了最佳的重復性和持久性。此外,該傳感器非常適合在內置高壓的液壓或氣動環境中使用,具有很強的抗震性能,且測量誤差最大為50 μm,整體線性度不超過10 μm,且采用數字接口傳輸,提高了數據傳輸的抗干擾性能。不僅如此,該傳感器兼具測量速度的功能,為注塑過程的速度控制提供了方便,并節省 CPU 的處理時間。
磁致伸縮位移傳感器原理
2 系統總體框架與硬件設計
2.1 系統總體框架
注塑機控制系統采用ARM+DSP雙核控制,ARM負責人機交互,DSP 負責底層實際控制。位移傳感器具有模擬電壓信號,SSI 和 CAN 等數字接口,本系統采用CAN 接口,使DSP與多路位移傳感器構成 CAN 總線網絡,通過編程可以實現對相應的位移進行定時采樣,設置零點等,為注塑機精密控制提供了足夠的采樣精度。
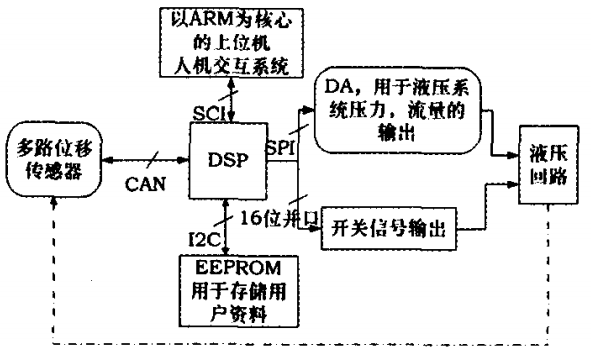
下圖為注塑機關于位置控制的系統框圖。位移傳感器將注塑過程中的位置、速度信號,如,開模位置、開模速度、 射膠位置、射膠速度等轉換為數字信號,通過CAN接口送入DSP控制器。DSP將位置信號通過串口發送給上位機進行實時顯示,同時,根據傳感器輸出的位移和速度數據,控制DA輸出和相應的開關輸出,進而改變液壓閥,從而達到位移和速度控制的目的。
注塑機位置控制系統
本系統中的微處理器采用Ti 的DSP 和Atmel 的ARM構成上、下位機系統。下位機系統以高性能的 DSP為核心控制器,主頻最高可達150 MHz,并通過16位AD,DA轉換芯片來實現系統的高精度、高速度。上位機系統以ARM為核心,提供鍵盤,顯示屏等人機接口,方便用戶操作。此外,系統外擴以I2C接口的EEPROM 用于存儲用戶數據和系統參數,包括位置傳感器零點、使用量程及其他注塑過程參數等,這些參數皆可以通過用戶界面進行修改。
2.2 傳感器與控制器接口設計
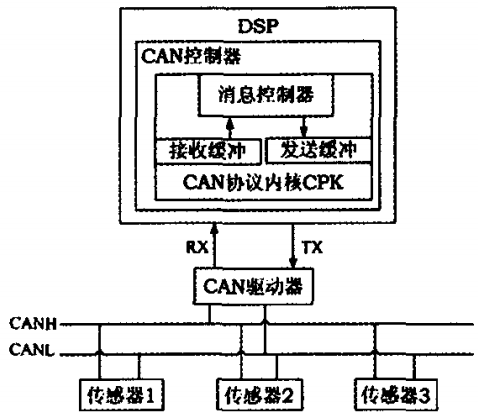
傳感器與DSP采用CAN 總線通信,如下圖所示。 DSP 中集成了CAN 總線控制器,只需要設置1個CAN 驅動器就可以和位移傳感器方便的互聯。
CAN總線磁致伸縮位移傳感器連接圖
CAN 總線是一種多主串行通信協議,具有很強的干擾能力,可以應用在電磁干擾比較大的場合,非常適合工業現場。它具有高級別的安全性,可以有效地支持分布式實 時控制,通信速率最高可達1Mbps。CAN 協議內核CPK 的功能主要有2個:根據CAN 協議對總線上的接收到的信息進行解碼,向接收緩沖器發送解碼后的消息,以及根據 CAN 協議對CPU 需要發送的消息進行編碼并通過發送緩沖發送出去。而消息控制器則是對接收緩沖器里的消息進行判 定,以決定是否把消息送給 CPU 還是直接丟棄。 CAN2.0總線規范定義了2種不同的數據格式,具有11位標識符的標準幀和29位標識符的擴展幀。位移傳感器與 DSP 之間采用具有11位標識符的標準幀傳送,其幀格式如表1所 示 。
表 1 CAN 數據幀格式
SOF Arbitration Control Data Field CRG ACK EOF interframe Space
1 11 1 6 0.8Bytes 15 1 1 1 7 >3
1位起始域,11位標識符(COB-ID),1位遠程傳送請求 位,6位控制位構成控制域,0~8個字節的數據域,其長度由控制位來決定,15位 CRC 校驗碼構成校驗域,3位 ACK構成應答域,以及7位0構成結束域。
DSP具有32個郵箱用來收發數據,且每個郵箱都可以配置成發送或者接收方式,標識符、幀數據長度都可以配置,同時還有一個可編程接收濾波器屏蔽寄存器,可以接收總線上具有不同標識符的消息,兼具消息保護功能。
2.3 CAN 接口通信協議
DSP 與傳感器構成主從模式,通信數據主要有3種格式:網絡管理數據(network management,NMT),服務數據對象(service data object,SDO),過程數據對象(process data ob- ject,PDO)。
NMT 指的是DSP 作為CAN 網絡的服務器端,對傳感器等客戶端進行控制的服務指令。所有基于 CAN 協議的客戶端都必須支持 NMT 服務, 一個 CAN 網絡只能有一個 NMT服務器,它可以對CAN 網絡的任意節點進行啟動、停止、復位,或對整個網絡進行復位。除此之外,它還可以采用定期或者心跳功能對網絡節點的狀態進行監督,以保證各節點工作正常。其指令格式為 COB-ID-CS-NodeID, 依 次代表的含義是,11位網絡標識符,具體服務(如,啟動節點,進入預工作狀態),節點號(傳感器節點號,0表示對所有節點進行操作)。例如:復位所有傳感器,指令則為0x000-0x01-0x0。
SDO 的數據部分包含8個字節,主要是用來配置 CAN 網絡和相應傳感器的的參數,如在 CAN 網絡中的傳感器的節點號、通信波特率,還有如位移傳感器的零點、最大值限位點、數據更新計數器等。除此之外,通過讀取相應的SDO 可以獲得傳感器本身的一些參數信息,如,位置采樣刻度、 最低最高工作溫度等,這些參數都是只讀信息,不能更改。所有SDO 都是基于傳感器的對象手冊(OD), 包含有 index, subindex,type,default value,comment 等內容。 OD 中含有很多參數,但是需要更改的很少,如,本系統中的傳感器僅僅用到設置零點,更新時間,節點ID,波特率。例如:對傳感器 設置零點(傳感器節點設為1.由OD可知,零點數據的 in-dex為 0x6010.subindex 為 0x01),因此,指令代碼為 COB-ID-Service-index-subindex-Data(4 個字節),即為0x601-0x23-0x10-0x60-0x01-Data(低字節在前)。二手注塑機回收
PDO 過程數據對象,主要用來傳送實時的數據,如,本傳感器就可以實時的傳送當前的位置、速度信息。其格式由傳感器定義,前4個字節構成32位數,表示當前的位置,第5.6個字節構成16位的速度信息,第7個字節為狀態信 息。要傳送 PDO 數據,這里有2種方法,第1種為同步方式,即主機發送COB-ID為 0x80.數據長度為0的遠程幀,從機回應PDO 數據。第2種是異步方式,即通過 SDO設置計數器時間,然后啟動節點,節點就會定時向主機發送 PDO數據。
3 基于傳感器的采樣程序設計
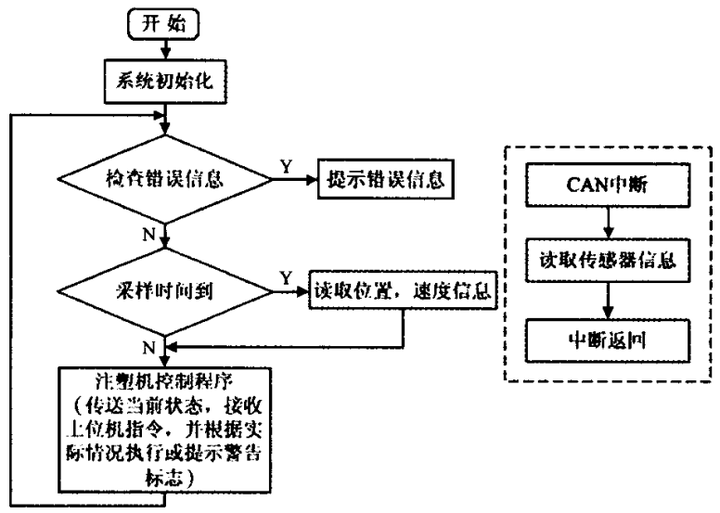
傳感器共有3種工作狀態:初始狀態、預操作態、工作狀態。傳感器上電進入初始狀態,從內置的EEPROM 中讀取其配置參數以進入一個可知的狀態。當所有參數均已完成初始化,則進入預操作狀態,此時可以修改SDO 參數,或者發送 NMT 啟動命令,使傳感器進入工作狀態。當傳感器 進入工作狀態就會向 DSP定時發送數據,或者在收到 DSP 的遠程同步幀后發送數據。由于注塑機的位置信號非常重要,其實時性也必須保證。因此,在程序設計時,必須實時取得當前的準確的位置信號,從而做出正確的判斷。注塑機各機構中,只有開鎖模的移動速度最大,現今最快可達 1m/s, 因此,為了配合CPU 的速度和信號的實時性,采樣時間選擇為1ms,可以將傳感器配置為異步方式,每1ms 向 DSP 傳送PDO 的數據,DSP 采用中斷的方式,實時地接收當前的位置與速度信息,并用于注塑機的過程控制,同時將位置信息傳送給上位機實時顯示,軟件處理流程如圖4.
軟件流程圖
4 實驗結果
應用新型的傳感器與傳統傳感器在注塑機上進行位移測量,對一個固定的位置以1ms的速度進行采樣500次,下圖為磁致伸縮位移傳感器和傳統傳感器的位移測試結果。這里僅以500mm 的直線位移傳感器進行實驗,可以看出:傳統的傳感器由于傳感器本身和電路設計,電源噪聲,放大器偏移,AD 采樣精度損失等諸多因素,使得最終測量結果不很理想,誤差最大可達0.7mm, 若是尺子長度增加,誤差也會成倍增長。而基于磁致伸縮原理的傳感器因其省去了放大器,AD 采樣等精度損失環節,同時傳感器自身具有很強的抗干擾能力,而且,采用 CAN總線傳輸,減少了信號在轉換傳輸時的精度損失。從結果可以看出其采樣最大誤差僅為1個刻度,即5μm,具有很高的穩定性和精確度。
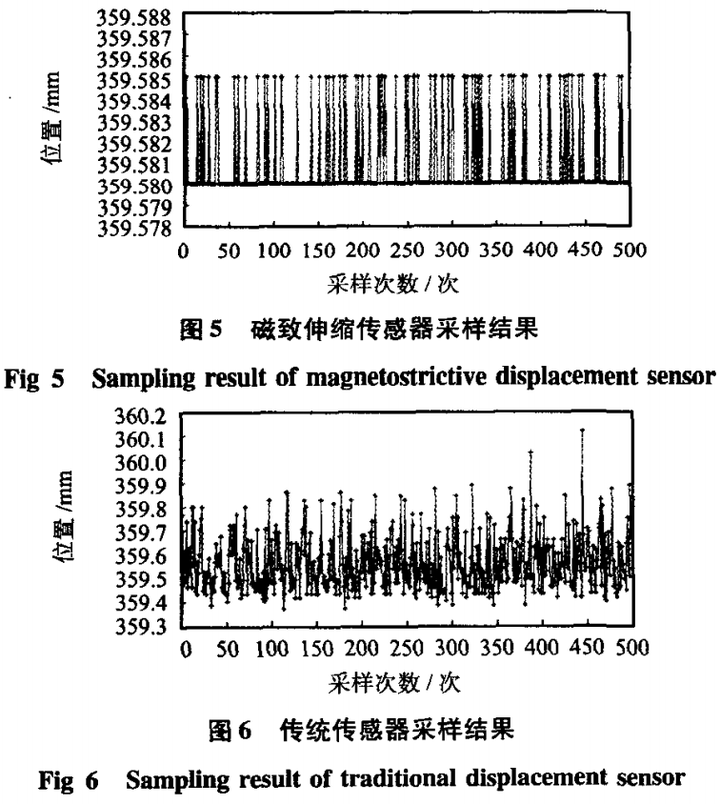
位移傳感器采樣結果對比
5 結束語
從實驗結果看出:新型的磁致伸縮位移傳感器具有較高的精度和穩定性,適合用于精密注塑控制系統,且該傳感器有CAN 總線數字接口,不但節省了許多信號處理環節,節省了許多硬件與軟件的消耗,同時也避免了由這些環節所產生的誤差干擾,為精密注塑控制提供了良好的硬件平臺,為今后的算法設計提供了更多的基礎。
