







注塑模具暖流道技能知識
暖流道澆注體系可理解為打針成型機械的延伸。暖流道體系的功能是絕熱地將熱塑性熔體送到成型模具附近或直接送入模具。
暖流道可以獨立地加熱,而在注塑模具中熱絕緣,這樣可以單獨補償由于與“冷”模具觸摸而造成的熱量損耗。暖流道模具已被成功地用于加工各種塑料資料,可以用冷流道模具加工的塑料資料幾乎都可以用暖流道模具加工。
其零件最小的在0.1克以下,最大的在30公斤以上。暖流道模具在電子、汽車、醫療、日用品、玩具、包裝、修建、辦公設備等范疇都有著到廣泛的運用。
一個成功的暖流道模具運用項目需求多個環節予以保證。
其間最重要的有兩個技能要素:
一是塑料溫度的操控;
二是塑料活動的操控。
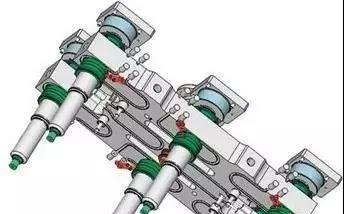
一個典型的暖流道體系由如下幾部分組成:
1)暖流道板(MANIFOLD);
2) 噴嘴(NOZZLE);
3) 溫度操控器;
4)輔助零件。
注塑模具熱流道技術知識(圖1)
暖流道模具的長處:
1)縮短制件成型周期;
2)節省塑料原料;
3)減少廢品,進步產品質量;
4)消除后續工序,有利于出產自動化;
5)擴展注塑成型工藝運用笵圍。
同時也存在模具成本上升、制作工藝設備要求高、操作修理復雜等缺陷。
暖流道體系的品種與運用
在運用暖流道技能時,澆口型式的正確挑選至關重要。澆口型式直接決議暖流道體系元件的選用及模具的制作與運用。因此依據澆口型式的不同可將暖流道體系分紅熱尖式暖流道體系、澆套式暖流道體系、閥式暖流道體系等三大類型,每品種型的暖流道體系都有其重要的運用特點與適用范圍。
在選用澆口與暖流道體系品種時需求考慮許多要素,其間最重要的是塑料基體品種與添加劑、零件的分量與尺度壁厚、零件的質量要求、工具壽數及零件產量要求等。
1 熱尖式暖流道體系(HOT TIP)
其作業原理便是通過位于噴嘴前端的鑲件HOT TIP與冷卻體系相結合,以對澆口處的塑料成型加工溫度進行準確的調整和操控。因此噴嘴鑲件HOT TIP的制作資料與形狀規劃非常重要。
熱尖式(HOT TIP)暖流道體系可以用于加工絕大多數結晶型和非結晶型塑料如PP、PE、PS、LCP、PA、PET、PBT、PEEK、POM、PEI、PMMA、ABSPVC、PC、PSU、TPU等。一般來說,熱尖式澆口多用于中小尺度零件的加工,特別適用于微小零件的加工。
澆口截面直徑大多在0.5mm-2.0mm之間。澆口截面直徑的確認主要由零件分量與壁厚決議,當然也要考慮資料與零件質量要求。若運用截面直徑較小的澆口,打針充模階段完畢后澆口封閉快、零件上澆口痕跡小、零件外表漂亮質量好。
如果澆口直徑過小,將導致塑料流經澆口時剪切速率過高,會嚴峻損壞塑料熔體分子鏈結構或塑猜中的添加資料,致使制品質量不合格無法滿足運用要求。在對澆口尺度的挑選上一慣做法是依據零件澆口處壁厚來初步確認澆口巨細:澆口直徑 =(0.75-1.0)零件澆口處壁厚。加工易流塑料取較小值,加工難活動的塑料或對剪切敏感的塑料則取較大值。
通常熱尖式澆口直接開在零件上,亦可將其開在冷澆道上再將冷澆口開在零件上。這便是暖流道與冷流道相結合的一種模具體系。在運用熱尖式澆口制作塑料零件時,總會或多或少在零件上留下澆口痕跡。許多時侯澆口痕跡會高出零件外表,影響到零件的漂亮或影響到與其它零件的裝配。所以在挑選澆口方位時,應盡量將澆口放在零件上的凹進隱蔽處。
2澆套式暖流道體系 (SPRUE GATING)
在澆套式暖流道體系里,塑料通過暢通的流道(OPEN PIPE)進入模腔。澆口處塑料活動壓力損失小。澆套式暖流道體系比較適合于中等尺度分量以上零件的注塑加工成型。
運用澆套式暖流道體系的長處是塑料在流經澆口充模時所經歷的剪切速率低,零件成型后殘余應力小,變形程度少,零件機械強度比較好。與熱尖式澆口相比,澆套式澆口尺度要大一些,所以澆口痕跡也或許會比較大。
因此,一般情況下對于澆口漂亮程度要求較嚴格的模具常選用塑料注塑成型法;而對澆口漂亮程度要求不高的內部結構件則可由澆套式暖流道體系制作。
人們也常常將澆套式澆口與冷澆道結合運用,即把澆套式噴嘴作為主澆道,將澆套式澆口開在冷澆道上。在這種運用中,澆套式澆口可開的大一些以利于塑料活動,由于無人在意冷澆道上的澆口痕跡巨細。
與運用熱尖式暖流道體系類似,澆口處塑料溫度與模具溫度的操控極為重要。需求環繞澆口設置獨立的冷卻回路。由于澆套式澆口尺度比較大,如果澆口處溫度操控的欠好,就更容易呈現澆口在開模后密封不住塑料流淌的問題。
澆套式暖流道體系的噴嘴鑲件也有多種尺度形狀及制作資料的變化,要結合欲加工的塑料品種(如結晶型塑料還對錯結晶型塑料)與澆口冷卻情況等來綜合考慮。
